母合金产品
作为一家拥有先进贵金属技术的德国公司,我们设有完备的化验室,以先进的技术及设备作生产。再配合严谨的质量检定程序,以确保产品的质素能达到高标准。

我们备有多种适合不同颜色、成色及机械性能的补口。我们更可因应客户的个别要求,按不同要求而特别研制所需合金,以协助客户迎合不同的市场。把生产基地设于亚洲中心 – 香港,除了可有效地管理生产及运送服务外,更使本地制造商无须再经海外订货,减轻客户的营运成本,同时可节省宝贵的时间。一群热诚又经验丰富的技术专业团队,亦随时乐意为客户提供技术支持或解决补口应用上的疑难。
确保客户的生产流程畅顺是我们极重要的服务承诺之一。因此我们设立一所专门研发和革新的材料实验室及先进的铸造工场。冶金师和技术人员会经常和各研究院及德国总部的实验室作技术交流。同时,我们丰富的技术经验,不断研究新产品的宗旨;和一群专业的技术团队,必然为宝贵的客户带来全面的利益。


产品概述
技术指导
失蜡铸造是一个受很多物理、冶金及化学的因素所影响的复杂工序。任何一个步骤出现问题都有机会导致不可补救的结果。
砂孔可说是失蜡铸造中最经常出现的缺陷。事实上,许多因素都可能会导致砂孔问题。
从砂孔不同的外观,我们可以把它们再仔细分为以下几种:
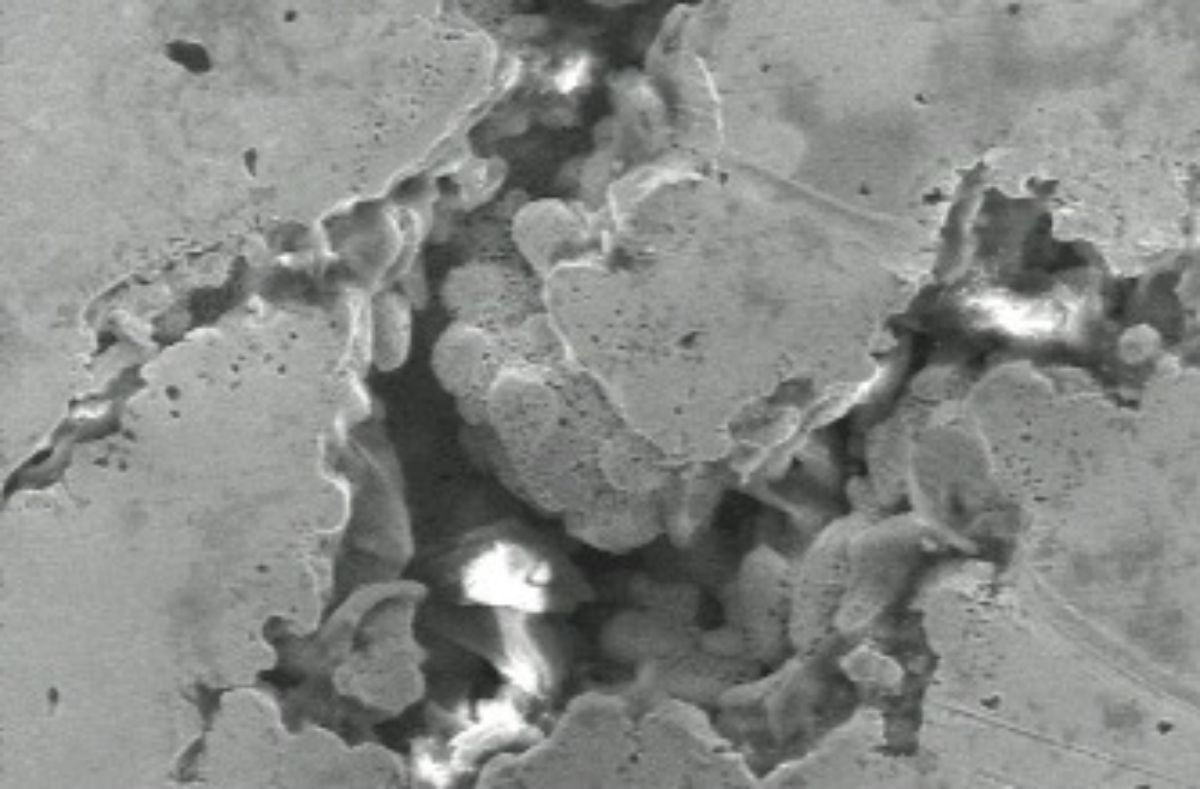
气孔
外观:
- 铸件表面出现很多细小且呈圆形的针孔。这针孔经常会大量出现于重身铸件的光滑表面。加强打磨往往都不能完全把这些孔洞清除。
起因:
-
太高的铸造及/或石膏盅温度会引致石膏粉分解而产生一些二氧化硫及氧气。这些气体会渗入液态金属的表层。
-
循环物料的比例太高或使用了受严重污染的废料。
解决方法:
- 避免使用太高的铸造及/或石膏盅温度。检查水口设计是否合适。在适当位置加上较粗的水口会减低出现气孔的机会。
- 避免使用受严重污染的旧物料来循环再造。即使在使用前,旧物料必须经抛光及泡浸稀释硫酸来彻底清除表面的石膏残渣及氧化物。

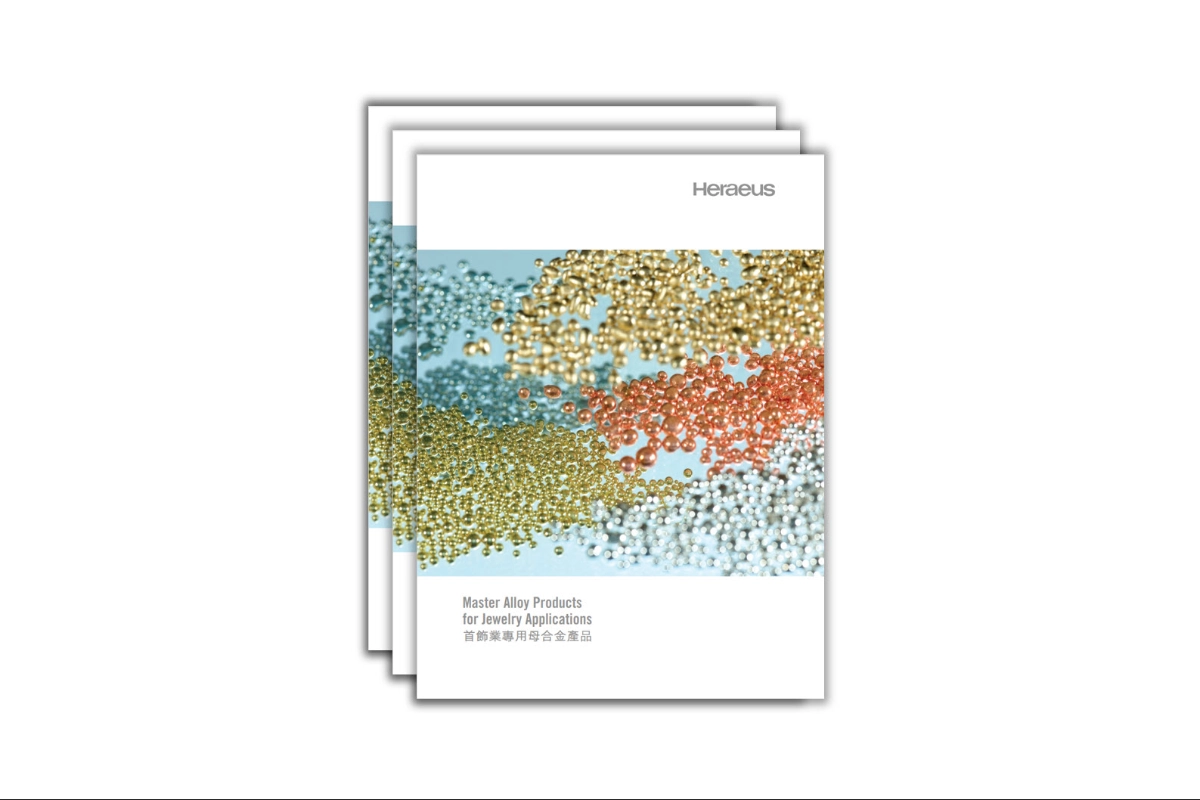
收缩砂孔
外观:
- 铸件表面出现一些十分微小,近乎看不见的小孔。在放大后,我们可看到小孔内有一些光亮及呈结晶状的构造。在调整大小时往往会发生断裂。
起因:
-
不适当的水口位置和/或水口大小。
-
太低的铸造及/口石膏盅温度。
解决方法:
- 水口必须放在铸件中最厚的位置。如果铸件有多个厚身地方,我们应儘量在每个厚身地方都加上水口。用于重身铸件的水口切面厚度应在2.5-3.5毫米间。幼身铸件的水口的切面面积应与铸件的切面面积相若。在放置水口时,应注意避免有太急的转弯位,以避免湍流。水口的出口以呈喇叭形为佳。
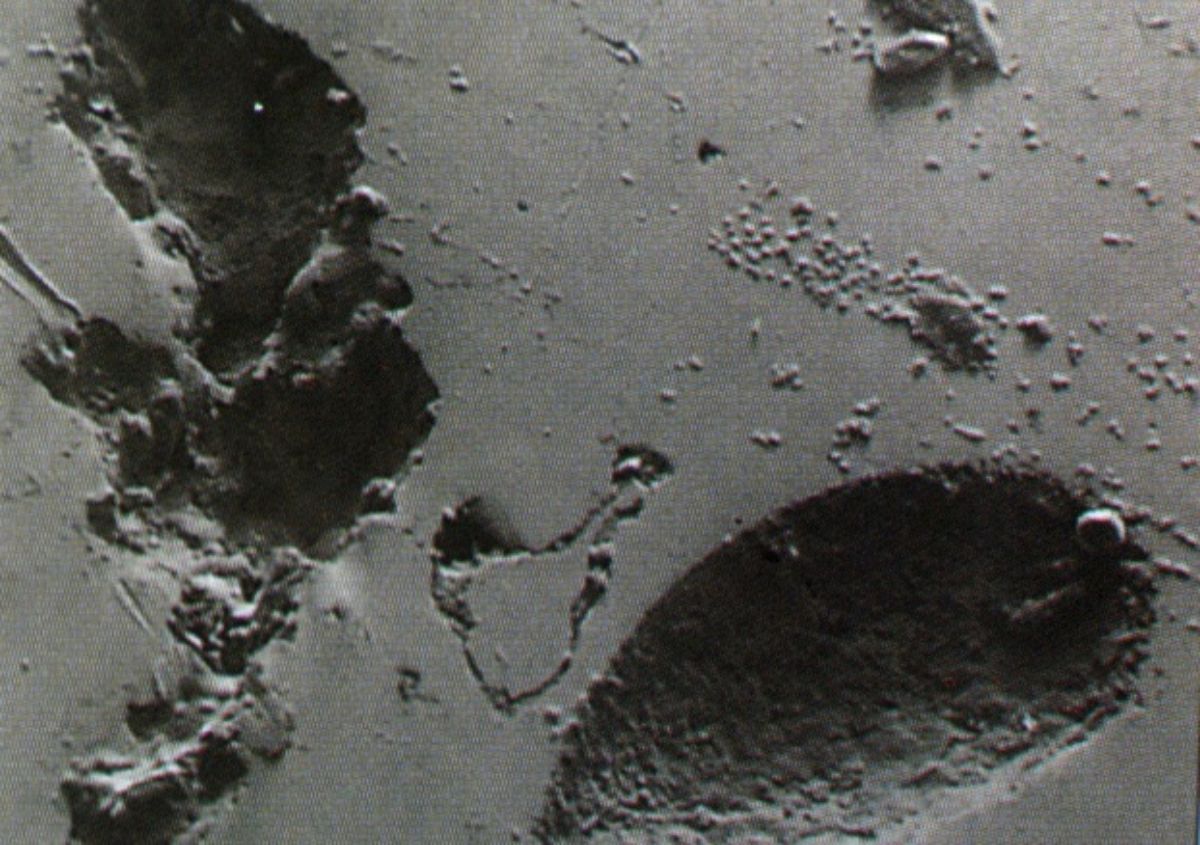
氧化砂孔
外观:
- 磨光后的铸件出现一些呈不规则状的孔洞。它们的外观有时会与收缩砂孔相似。合金的强度有时会受到影响而偶有出现断裂或发脆的现象
起因:
-
含锌量高的合金在熔铸时发生氧化。
-
过度使用旧物料及/或使用受严重污染的旧物料。
解决方法:
-
铸造时必须以氮气或氩气等保护气体覆盖金属。
-
旧物料在使用前必须经抛光及泡浸稀释硫酸来彻底清除表面的氧化物。
-
循环再用时,含锌量高的合金的使用比例应儘量减低,以减少合金出现过量的氧化锌。
-
不应使用有严重氧化砂孔的铸件作循环再用,这些物料应用作提纯。
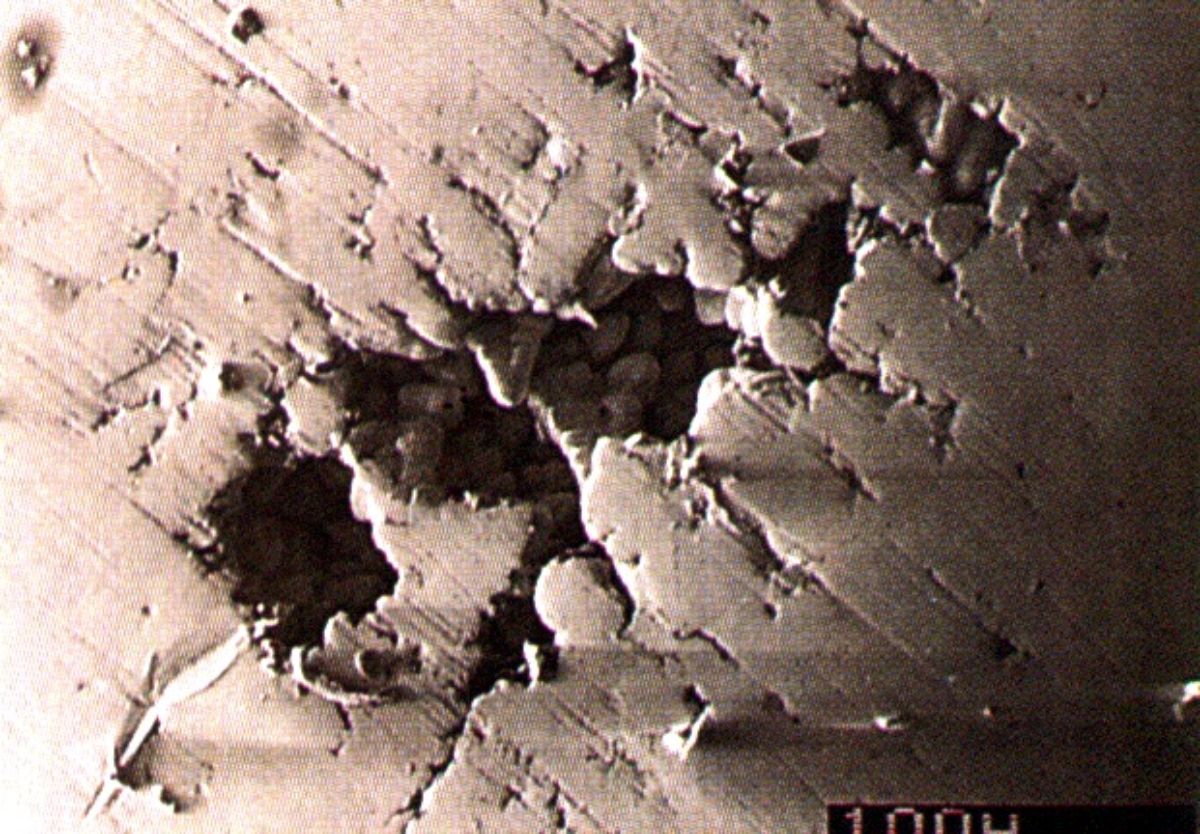
包含物砂孔
外观:
- 铸件表面随机出现一些不规则的孔洞。放大观察孔洞内部并没有任何呈结晶状的构造。在小面积的地方出现许多孔洞会令铸件发生断裂。
起因:
-
过度使用熔剂作清洁。
-
石膏粉的强度不足 。
-
循环使用旧蜡。
解决方法:
-
限制熔剂的使用量。过量的熔剂会随金属进入石膏盅内。这些熔剂会附在内壁上,引致这砂孔问题。
-
如这类砂孔屡次出现,另铸造件又出现披峰,我们必须检查石膏粉的质素有否问题。
-
使用过的蜡可能会含有一些如石膏碎片的杂质。它们不会在烧蜡时被清除,因而造成影响
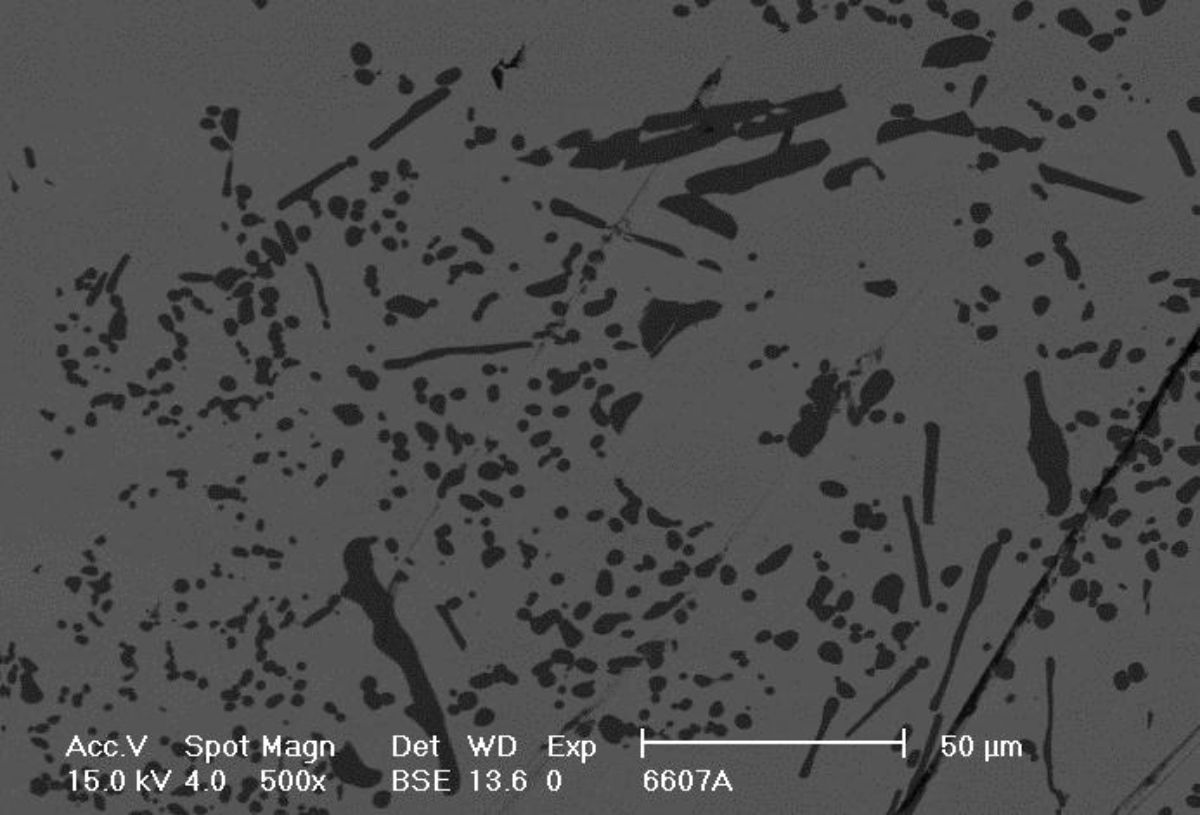
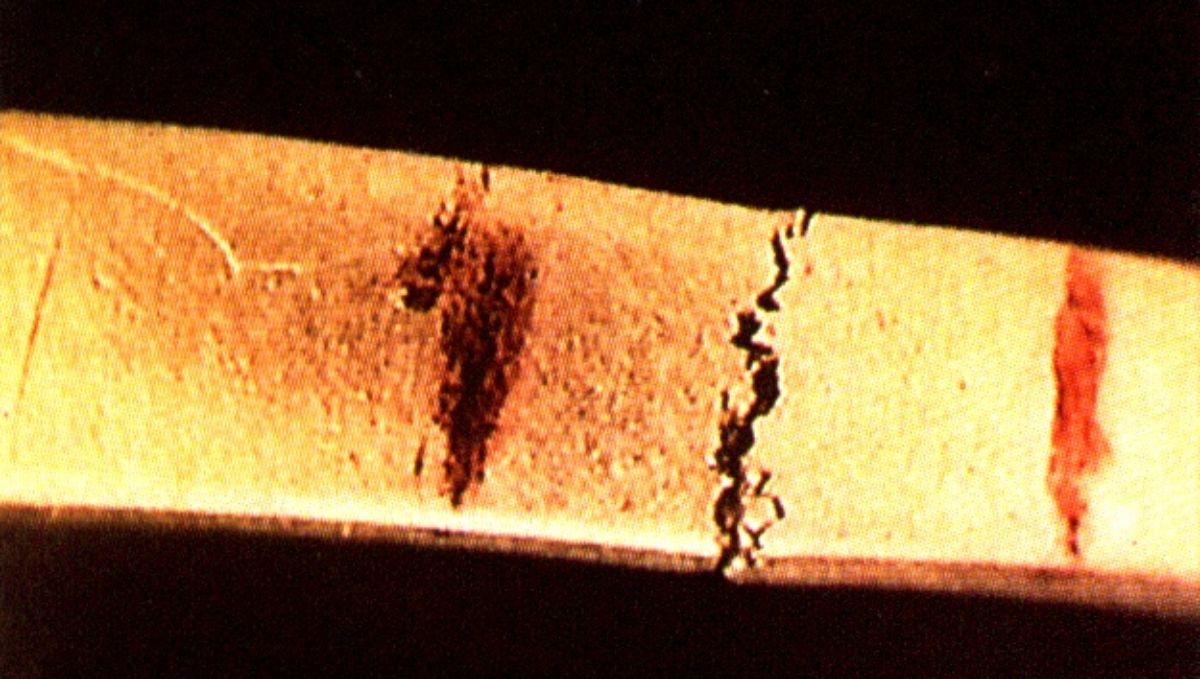
硬点
硬点问题通常只能在最后的磨光阶段才可发现,极度浪费资源。硬点的成因其实是金属内出现一些质地较主体金属为硬的物质。若这些物质出现于近表面的位置,打磨时金属表面便会受力不均,因而产生浮金或硬点现象。相比其他铸造问题,硬点的问题会较难处理。然而,构成硬点的物质可以是外来物或自发产生的。
以下是硬点的常见来源:
K白金的硬点问题
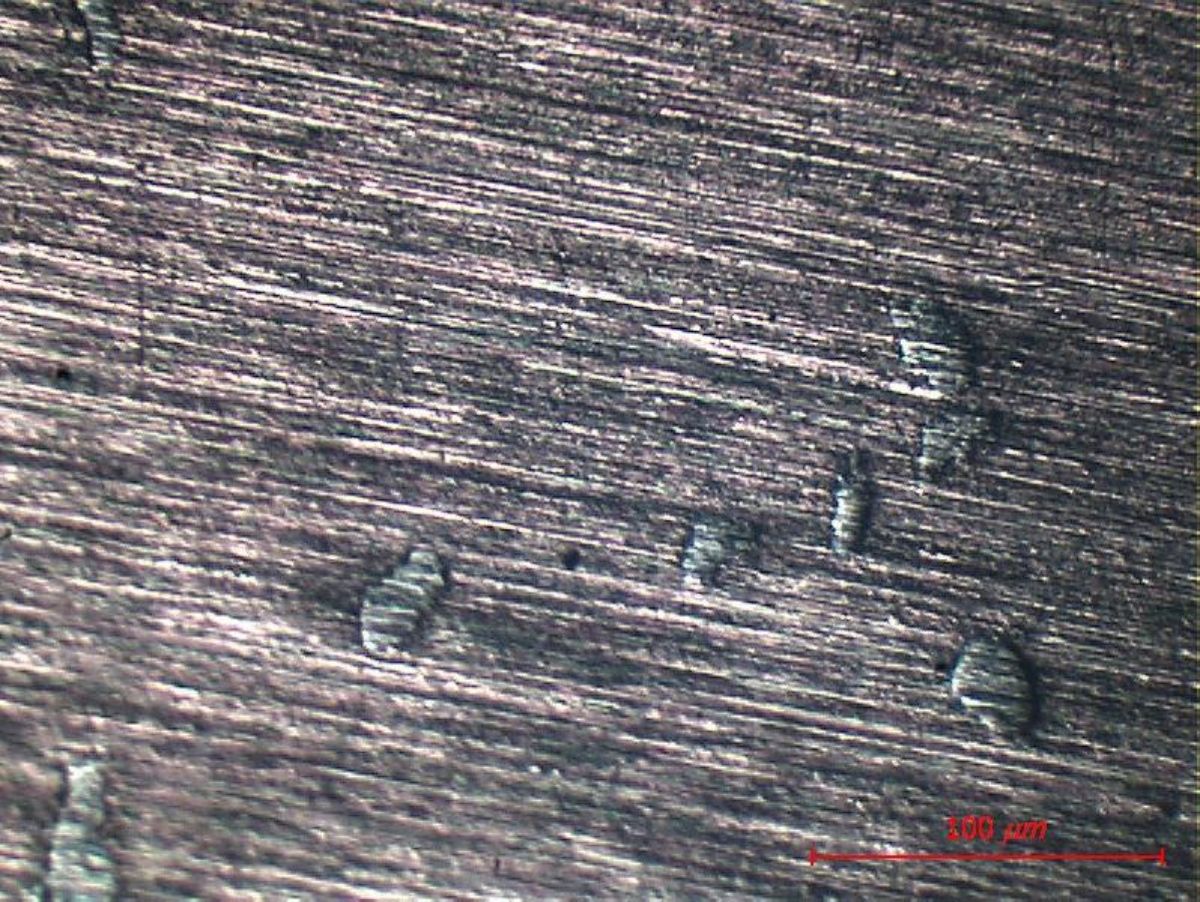
外观:
- 磨光后在铸件表面发现单一或一群硬点。这些硬点通常只会出现于铸件的一面。
起因:
-
含镍K白金在熔铸时受到氧化
-
过度使用旧物料
-
合金内含过量的硅元素
解决方法:
-
在熔铸时以氮气或氩气等保护气体覆盖金属以避免氧化。我们相信氧化物会有利于构成硬点的硅化镍的产生。由于硅化镍的密度较低,所以它通常只会出现在铸件的一侧。
-
避免过度使用旧物料。在循环再用前,应把旧物料彻底清洁。
-
採用不含硅或含锌量较高的补口。
因结晶剂引起的硬点问题
外观:
- 在打磨后,金属表面出现单一或成群的硬点。硬点会在成品的任何地方出现。
起因:
-
合金含有过量的结晶剂
-
过度使用旧物料
解决方法:
-
使用含较少结晶剂的合金
-
减低旧物料的使用比例
因使用受污染纯金引起的硬点问题
外观:
- 在打磨后,金属表面出现单一或成群的硬点。硬点通常只会在铸件的一边出现。
起因:
- 使用受到铂族金属或钨污染的纯金来生产。
解决方法:
-
转用成色较高的纯金来生产或向有商誉的生产商购买纯金。
-
在铸造生产前先把黄金提纯。

粗糙面是失蜡铸造另一经常出现的铸造问题。粗糙的面积往往需要大量的人力资源作打磨,但结果通常不一定理想。产生粗糙面的原因很多。其中很多原因与合金或补口的质素无直接关系。
以下是常见的粗糙面问题:
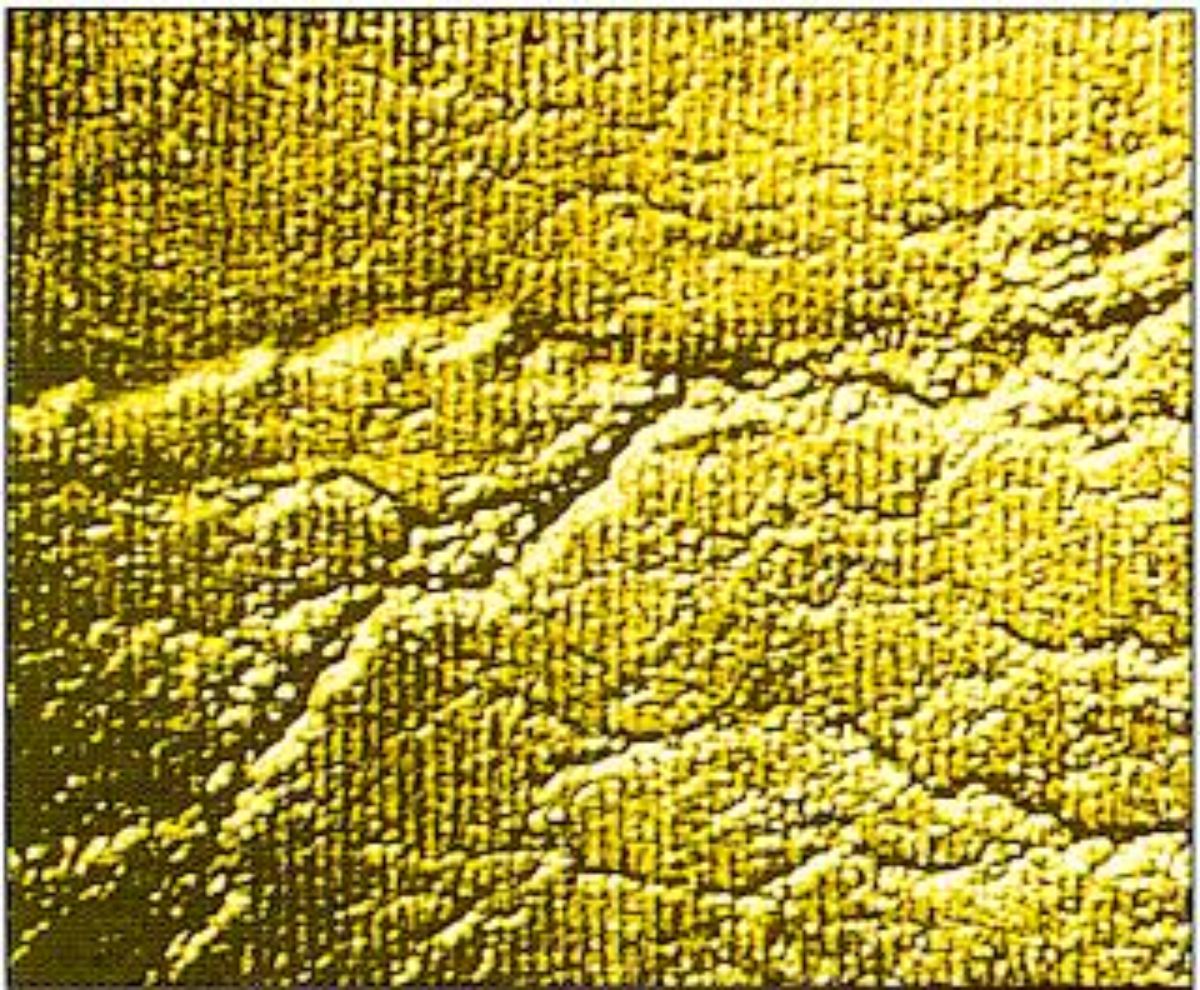
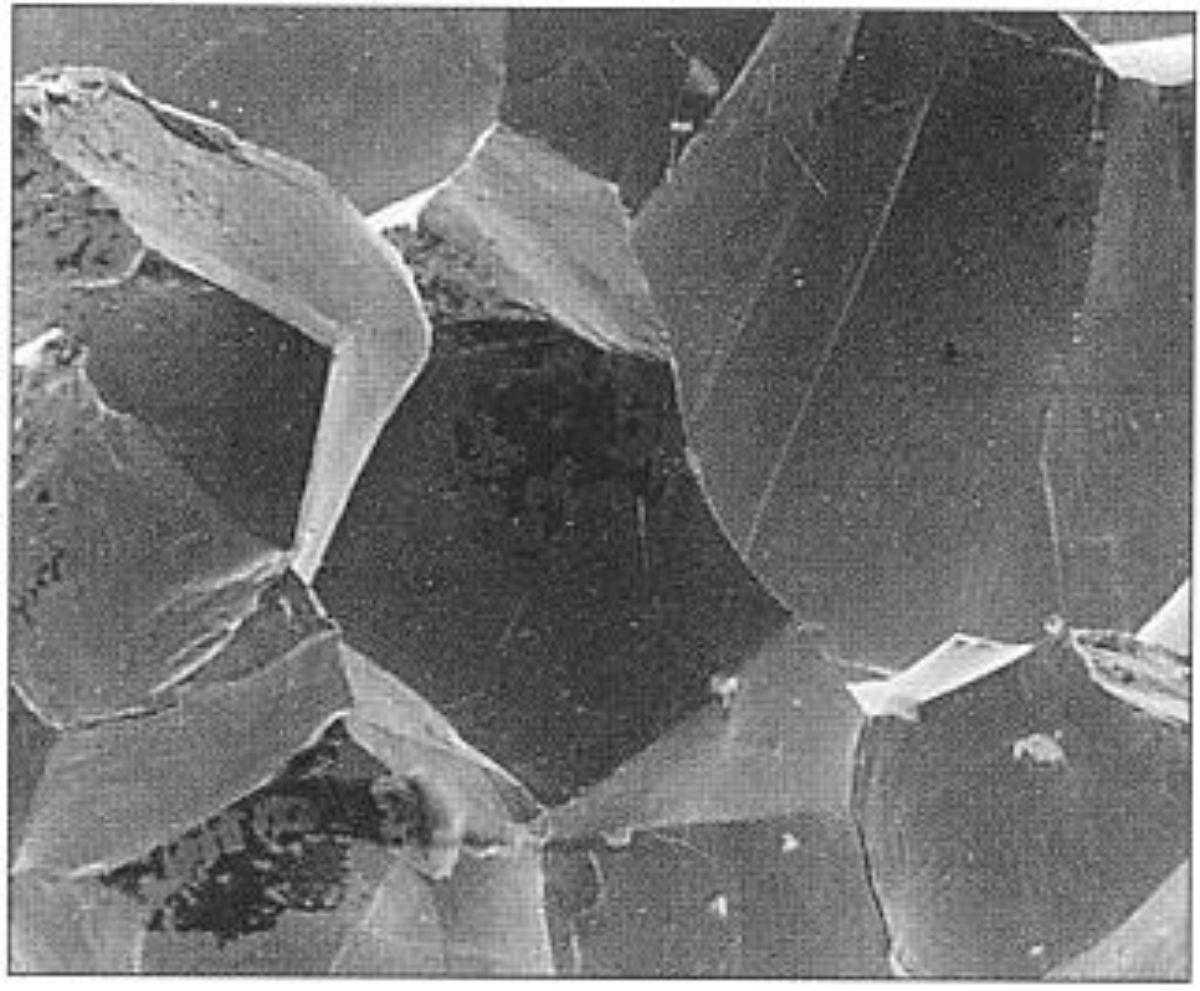
结晶面
外观:
- 铸件表面出现呈树枝状或结晶状的构造。这现象通常在重身的铸件较为常见。
起因:
-
使用太高的铸造及/或石膏盅温度。
-
错误使用含氢气的氮气(forming gas)作保护。
解决方法:
-
避免使用太高的铸造或石膏盅温度。原因是太高的操作温度会加速石膏粉的分解。石膏粉内所含的硫酸钙会在高温分解而释放二氧化硫及氧气。释放出来的气体会在石膏与金属之间形成一气层,阻止金属填满因结晶所形成的空隙,使金属结晶的构造暴露出来。
-
避免使用含氢氮气作保护气体。原因是氢气会加速石膏粉的分解。
-
重新设计水口的位置以减低操作温度。

沙质表面
外观:
- 铸件的表面十分粗糙及呈砂质。其质感像经喷砂处理。这些铸件,尤其在树顶的位置通常同时会有披峰现象。
起因:
- 这问题产生的原因主要是石膏粉的强度不足。在铸造重身件或使用如钯白金或铂金等密度较高的金属时,问题会变得更加严重
解决方法:
-
应立即检查石膏粉的品质,如有需要,应改用品质较佳的石膏粉。
-
检查开粉时的水份/石膏的比例是否适当。

水印
外观:
- 在铸件的表面,尤其是平滑的位置出现一些清晰可见而突起的痕迹。这些痕迹像是从树顶的位置流向树底。
起因:
- 这问题成因主要是石膏盅的制作出现问题。石膏浆应避免含过多水份。若停止搅拌,水份会从石膏浆中分离出来。
解决方法:
- 石膏浆在制作石膏盅前必须不停搅拌,避免水份分离出来
断裂问题在珠宝生产上十分常见。断裂问题所产生的不良后果可以是非常严重。它不但影响珠宝的外观,它甚至会摧毁整件珠宝。
与其他铸造问题一样,它的问题可以是多方面,它们归纳如下:
硅元素引起的断裂
外观:
- 铸件在淬火及去除石膏粉时出现裂纹。断裂的地方没有出现任何塑性变形。裂纹通常出现于水口位置
起因:
- 这问题成因主要是石膏盅的制作出现问题。石膏浆应避免含过多水份。若停止搅拌,水份会从石膏浆中分离出来。
解决方法:
石膏浆在制作石膏盅前必须不停搅拌,避免水份分离出来。
红金的断裂
外观:
- 18K红金或18K含铜量高的合金在焊接或淬火时变得非常脆弱。在热处理时亦出现同样问题。
起因:
- 让合金缓慢冷却。此举有利于金与铜的金属化合物的形成
解决方法:
-
合金必须在高于410°C前儘快淬火冷却。这可令合金凝固在固熔体的状况,避免金属化合物的产生。
-
使用含铜量较低的补口来生产18K红金

杂质引起的断裂
外观:
- 断裂的地方通常发生在戒指两侧或镶口的位置。断裂的位置没有任何塑性变形但其他位置的金属仍很柔软。断裂位置的表面往往带有红黑色的污染物。
起因:
-
金属在熔铸发生氧化。
-
过度使用旧物料。
解决方法:
-
合金在熔铸时必须以氮气或氩气等保护气体覆盖,避免金属氧化。
-
循环物料必须以抛光及浸入稀释硫酸来彻底清除铸件表面的杂质。
-
若合金的含锌量高,我们应减少循环物料的使用比例以避免合金在含太多的氧化锌。
-
如铸件出现严重断裂问题,这物料应用作提纯而不应再作铸造
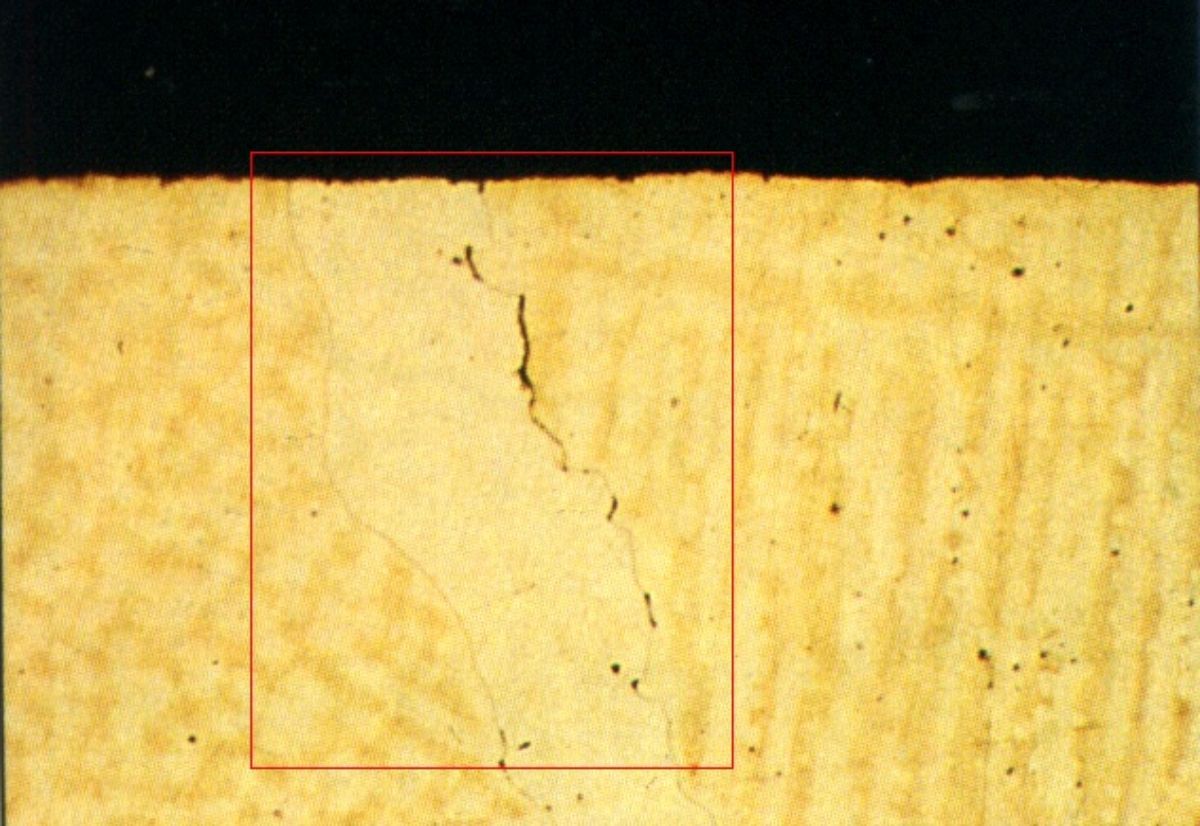
收缩引起的断裂
外观:
- 铸件在修改时发生断裂。断裂位置的表面呈光泽,细看时会发现断面有树枝状的构造。
起因:
-
不正确的水口位置。
-
铸造及/或石膏粉的温度太低所致。
解决方法:
-
水口位置应按实际需要而作修改。
-
应按必须提高操作温度。
外来物引起的断裂
外观:
- 合金变得非常脆弱。金属在断裂没有任何徵兆及金属无能抵受任何压力。同时,我们可看到合金的表面带有明显的结晶纹。 。
起因:
- K金合金内含有铅、铋或锑等污染金属。
解决方法:
-
必须採用不含铅的材料作铸造。在黄铜或一些低温焊料可能含有铅成份。在铸造或焊接时,铅等污染金属会引入合金中,引起断裂问题。
-
铸造时应避免使用任何含铅、铋或锑的工具。
首饰的变色是指首饰的颜色因某些原因变成另一种不讨好的颜色。颜色转变可能是在生产时已发生或经接触某些化学品后才发生。
以下是常见的变色例子:
红印
外观:
- 这问题在925银饰中较易发生。铸件的表面出现一些红至黑色的污渍。加强磨光步骤亦未必能有效地清除这些污渍
起因:
-
铸造时合金出现氧化。铜金属经氧化后产生呈红色或黑色的氧化物。当它们在铸件上,便会使铸件出现红黑色的斑。
-
过度使用旧物料。
-
使用含氧量高的纯银合金。
解决方法:
-
熔铸时必须以氮气或氩气等保护气体作保护,防止氧化。
-
限制旧物料的使用量及使用前必须以抛光及浸入稀释硫酸来彻底清除铸件表面氧化物。
-
避免使用品质不明的纯银作铸造。纯银可能含有大量氧气。

生锈
外观:
- 首饰的表面在摆放一段时间之后变黄或褐色。在低成色的K金首饰或925银时常发生。
起因:
-
变色是因合金内的铜及银与硫化物产生化学反应而形成硫化银及/或硫化铜。
-
首饰的某一部分可能经一些冷加工处理(喷砂或挤压)而产生内应力,使这部分合金较容易与硫化物反应而变色。
解决方法:
-
在首饰的表面作防变黑的处理。
-
使用含有抗变黑成份的材料作生产

与我们联系
